Монтаж закладных деталей: сварка и заделка в бетон
Как проходит монтаж закладных деталей
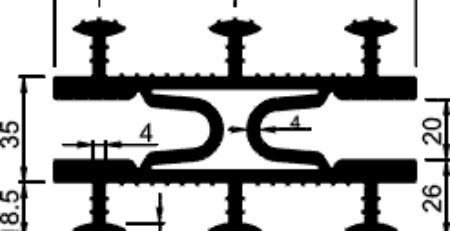
Монтаж закладных деталей по серия 1.400-15 «Закладные и крепёжные изделия для соединения сборных железобетонных конструкций» выполняется до бетонирования конструкции: деталь фиксируется в проектном положении внутри арматурного каркаса или опалубки, анкерные стержни привязываются или привариваются к рабочей арматуре, после чего проводится бетонирование. От точности монтажа закладных деталей зависит, насколько ровно встанет привариваемая к ним металлоконструкция — опора, площадка обслуживания или технологическое оборудование.
Сварка закладных деталей по ГОСТ 10922-2012
Сварные соединения арматуры и закладных изделий при монтаже закладных деталей выполняются по ГОСТ 10922-2012 «Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия» — стандарт регламентирует типы сварных швов, допустимые дефекты и методы контроля качества сварки. Приварка детали к каркасу контролируется визуально и, для ответственных узлов, ультразвуковой или радиографической дефектоскопией.
Допуски положения при установке закладных деталей
Установка закладных деталей ведётся с контролем отклонений плоскости пластины от проектной отметки и по горизонтали — без этого приваренная позже металлоконструкция уйдёт от проектных осей. Точные значения допусков и вес по типоразмерам — в статье «Вес и характеристики закладных деталей МН».
Бетонирование и приварка металлоконструкций
После выверки и фиксации закладной детали в опалубке выполняется бетонирование; к открытой поверхности пластины после набора прочности бетоном приваривается металлоконструкция или опора. Расшифровка марок и состав серии 1.400-15 — в статье «Серия 1.400-15: расшифровка марок МН закладных деталей».
Каталог марок в наличии — раздел «Закладные детали», в том числе МН-105 и МН-501.